



欢迎您的参与
您已提交成功!





目录
| • | 历经18年终于成形的自动化生产线 |
| • | 年轻员工与资深员工的融合,统一管理信息与见解 |
| • | 通过数字化让工作更轻松 |
| • | 让女性和高龄员工也能舒适工作 |
| • | 打造能实现自我价值的职场 |
| • | 从铸造到加工与维护,铺就未来自动化之路 |
| • | 发动机永不消失 |
“制造发动机的各位,让我们继续制造发动机吧!”
Morizo,即丰田章男会长在2024年1月的东京改装车展上高声宣言道。
在碳中和呼声高涨,发动机面临逆风的背景下,这句话抓住了许多爱车人士的心。
在丰田发动机的“故乡”——上乡工厂,工人们面向未来,正在推行哪些举措?齐藤富久厂长提出了将自动化和数字化作为关键词的建议。
“随着自动化和数字化的推进,人们的工作方式绝对会改变,也必须改变。工厂的运营方面同理,过去是以手工作业为主,今后将转变为以自动化设备为主。如今,世界发展极其迅速,想象一下5年、10年后将会是一幅怎样的惊人景象。”
为了能够继续制造发动机,我们采访了正在谋求进化的上乡工厂。(所属部门及职务信息截至2月采访时任)
机械臂抓起零件进行组装。这条被称为“活塞子生产线”的生产线,如今全部由机器人进行作业。
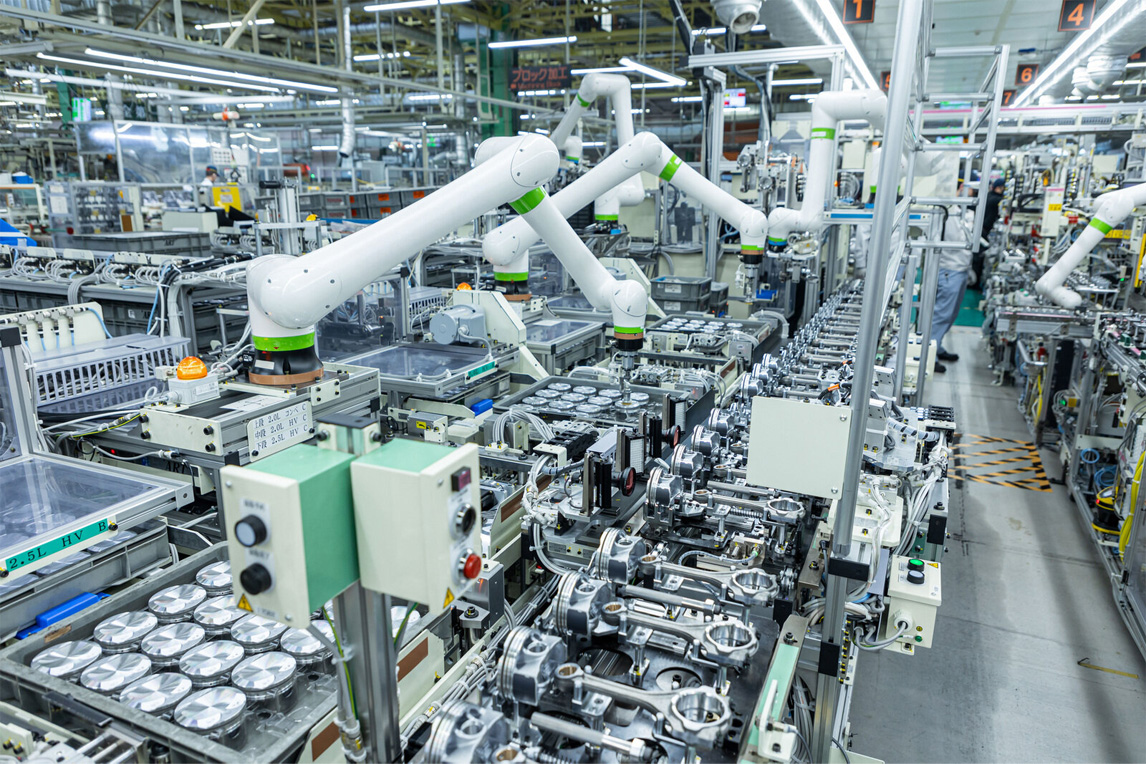
发动机的组装工程大致分为两种。组装发动机本身的主生产线。以及将发动机使用的各个零件,按零件类别进行组装的子生产线。
活塞子生产线负责的工作是,把活塞与连接棒(将活塞的上下运动传递给曲柄轴的零件)连接起来,再传递给主生产线。
此前,上乡工厂为实现减员增效,也在其他的子生产线中投入使用过机器人,不过仅限于部分工程。从2025年1月开始,工厂再次引入机器人设备,并开始运转活塞子生产线。这种做法可减员优化3名作业人员。目前,在上乡工厂实现了整体自动化的也就只有这一条生产线。
其实,这条生产线从2008年开始就以减员为目的引入了机器人作业。但当时丰田正处于发动机工厂的全球扩张阶段。由于国外缺乏具备设备维护技能的人,不得不将日本国内工厂的know-how还原为手工作业形式,以便推广至国外。于是,员工们开始着手研发各种夹具,如此一来,即便是手工组装的生产线,也能提高2~3倍的效率。当时,丰田将这种组装生产线推广到了全球。
采访中,上乡工厂、下山工厂制造支援部的斋藤大辅项目组长表示:自动化生产中也运用了当初手工作业组装时的经验。
斋藤项目组长
如果不把人的手感与诀窍教给机器人,仅让它进行直线运动是不行的。
这条生产线的机器人,看起来只是完成抓取活塞的ASSY*,但实际上即使是“抓取”这样一个简单的动作,也分为稍微倾斜等不同的方式,我们要将手工作业中的这些关键细节也一并反映到机器人的动作中。
*ASSY。由多个零件组合而成的单元组件,指产品完成最终组装前的各部分组装工程。
以活塞子生产线为模板,上乡工厂今后还将在其他生产线推进减员增效举措。在少子化和年轻人远离制造业的背景下,这一挑战的重要性日益凸显。
室内四周白墙环绕,墙上还排列着许多显示器。乍看之下,这种环境很难让人联想到这是一家工厂。实际上,这里是诞生于2022年的工厂控制中心,位于上乡工厂负责加工工作的第7机械工厂内。

控制中心统一管理着该工厂内约300台加工生产线设备的运行状况等。
此前,工厂也针对每台设备收集过用电量等数据,而在这里可以实时、远程地检查设备运行情况。现正在推进利用收集到的数据进行可视化管理,以促进设备故障的预防性维护和抑制不良品发生。
下图是发现设备存在故障征兆的一个例子。图表中显示了加工每个零件所需的时间(横轴)与加工时所需的最大电力(纵轴)。由此可以看出,在特定时间点,最高用电量急剧升高。
发现系统检测到了异常,工人们实际检查设备后得知,机器出现了螺母松动现象。据说这项预防举措能够抑制大量不良品的产生。

过去,此类异常征兆管理和数据可视化(波形显示)系统需要专业技术支持。而现在控制中心的可视化工作,主要由擅长数字技术的年轻员工来推进。在发现异常后,对设备进行维护以及对故障原因进行追究的工作,则需资深员工依靠经验来判断。
上乡工厂第2发动机制造部 第23发动机制造科的伊藤规央专家组成员如此说道。
伊藤专家
解决故障、追究故障原因,以及判断为何会出现这种波形,如果这个人未能掌握该设备的基础知识,就无法进行后续的对策制定工作。
而能根据数据对症下药,改善波形的则是现场经验丰富的资深员工。年轻员工和资深员工一起,通过“现地现物”的方式查看分析设备,从而解决问题。
为了能即时应对各种故障,制造技术、质量管理等各部门的年轻员工和资深员工聚集在控制中心。大家将收集到的信息积累、共享,在解决问题时,年轻员工与资深员工共同协作应对,使这里成为了人才培养的场所。
该部门的河合龙太郎专家讲述了人员聚集在控制中心并建立联系的重要性。
河合龙太郎专家
如今的控制中心,能够将相关部门的人员连接起来。大家齐聚一堂,共同查看收集的数据,我认为这种形式可以有效地提高解决问题的速度。
 上图中左侧是伊藤专家,右侧是河合专家。
上图中左侧是伊藤专家,右侧是河合专家。
来自上乡工厂发动机铸造部第1发动机铸造课的宫成照男组长向我们介绍道:“现在只要在电脑上查看组长管理板,无论何时何地,任何人都能立即掌握生产情况。”
他说的内容,与在传承篇中提到过的“组长管理板”的数字化进程有关。在上乡工厂,铸造工序的数字化进程也正在逐步推进。
这个组长管理板的作用,是将工厂的整体方针转化为一线各小组的具体目标,并实时掌握完成情况。以前组长们每天都要手写各种数据,不仅耗时耗力,还得专门腾出地方存放这些纸质记录材料,很多人都表示特别累。


如今,员工可直接通过平板输入每日零件检测的结果,数据自动汇总到组长管理板并生成可视化图表,每月为组长节省约36小时的工作时间。
此外,数字化还实现了不良品信息的实时共享。
过去在铸造工序的质检流程中存在这样一个问题:不合格品的检测和相关数据的录入工作,都要等到产品交到加工及品质管理部这样的后工程处才能完成。铸造部每天需要集中回收一次不合格品,然后重复记录与后工程相同的质量问题信息。
在铸造一线,从生产到确认检测出不合格品往往需要长达5天的生产周期,这期间很可能已经产生了大量不合格品。
为此,他们与加工及品质管理部携手研发了一种通用数据录入系统,实现质量信息的实时共享。如此一来,任何不合格品一经发现,其具体情况和所在位置都能被查看清楚。
自2020年推进数字化进程以来,铸造行业发生了很大变化,以前很多地方需要依赖有经验的专家,而现在年轻人也能通过数字化工具积极参与并提出意见和建议。
负责推进该项活动的宫成团队一致认为:“数字化让作业更轻松。”
 上图为在铸造一线推进数字化的成员,从左到右分别是:来自第1发动机铸造课的山口勇气专家、宫成组长、富上清和项目组长、东田恭平项目组长。
上图为在铸造一线推进数字化的成员,从左到右分别是:来自第1发动机铸造课的山口勇气专家、宫成组长、富上清和项目组长、东田恭平项目组长。
上乡工厂的改变不止体现在引入机器人和推进数字化进程这两方面。
正如之前报道的SS(超级技能)生产线一样,这里正在打造让多样化人才都能发挥所长的“彩虹生产线”。
这条辅助生产线主要负责搭载于GR COROLLA、GR YARIS上的G16发动机气缸盖的组装工作。
为了让女性和高龄员工能够在职场上更好地工作,工厂正持续推进人性化改进,消除因体格差异带来的作业障碍:通过测量手臂伸展角度、作业距离等数据,工厂建立了专门的标准。如今,零件和夹具都经过了优化,更易操作,摆放位置也更方便拿取。此外,这些工具的重量也有所减轻,让每位工作者都能轻松操作。
 为了让员工的工作更轻松,彩虹生产线进行了多项改善工作。例如,上图中红框内的零件托盘可以旋转,确保工人伸手就能取到零件,而这一灵感来自中式餐厅的圆桌转盘。
为了让员工的工作更轻松,彩虹生产线进行了多项改善工作。例如,上图中红框内的零件托盘可以旋转,确保工人伸手就能取到零件,而这一灵感来自中式餐厅的圆桌转盘。
2015年,下山工厂实行发动机生产一体化运营体系,彩虹生产线于2018年始于这里,在2024年迁至上乡工厂。目前有5名女性员工在此工作,但团队希望吸引更多员工,实现“全员活跃”的目标。
来自上乡工厂第2发动机制造部第21发动机制造课的川合友华专家表示:“基础终于打好了。”对此,她进一步作出了如下解释:
川合专家

过去的生产线设计限制了人员分工,有些工序女性根本无法操作。但现在重要的是:生产线应该适应人,而不是人适应产线。未来,我们会更关注包容性,打造让每个人都能百分百发挥能力的生产线。
*川合专家手中的握柄也是改善成果之一:用于紧固GR COROLLA等发动机零件的夹具,原本需要隔着图中左上角的黑色握柄来操控控制器进行作业。但由于握柄太粗,手小的女性难以同时握住握柄和操控器,导致不能彻底紧固零件,出现不合格品。改良后,握柄位置前移,并改用蓝色握柄,不仅更容易抓握,还能双手操作。
该部门的所有成员都参与了改善工作。一戸光行课长指出:“关键在于我们能为同一道工序准备多少种适配方案,即使需要临时调整人员和工序的配置,也要让工序完全匹配当前操作者的需求,这才是真正的多样化生产。”
 上图从左至右分别是:来自第21发动机制造课的一戸课长、川合专家、槙谷贤一组长、西田直行工长。
上图从左至右分别是:来自第21发动机制造课的一戸课长、川合专家、槙谷贤一组长、西田直行工长。
尽管彩虹生产线和SS生产线的改善方向不同,但它们都有一个共同点,那就是“为工人考虑并细致改善,最终换来更高的工作质量”。
这颗从下山萌芽、在上乡成长的充满多样性的种子,如今正在茁壮成长。
在2024年11月的劳资恳谈会上,针对职场沟通低效的问题,齐藤厂长曾说过这样一段话:
齐藤厂长
我之前说过,“大家可以按自己的喜好改造休息区,让它成为能真正放松的地方。”
于是员工们自己贴墙纸、翻新桌子,这意外地促成了更多交流,效果远超预期。
在本次采访中,上乡工厂最引人注目的正是这些充满个性的休息区,着实令人眼前一亮。

例如照片中左下角的休息室,桌椅用发动机废料和废旧木托盘制成,这些全由各课的年轻员工主导设计。

休息室里,并未悬挂丰田公司内部常见的“七大浪费”这类业务管理海报。这正体现了齐藤厂长的管理理念——“休息室是放松的场所”“工作本就辛苦,午休时间理应让大家自由支配”。
“活力提升队”是由年轻员工主导、旨在促进职场沟通活性化的一项活动。以降低年轻员工离职率为目标,围绕“如何每天充满干劲地来上班”“如何带着成就感愉快地工作”为核心,以下山工厂为起点推行后,在上乡工厂也于2024年开始推行。
上乡工厂现有队员超40名。活动形式因部门而异:既有团队利用休息日组织棒球赛或地域清扫志愿者活动,也有团队在工间休息时举办全课成员剑玉挑战赛。
所有活动的内核始终聚焦于人际联结。
隶属于上乡工厂第1发动机制造部第11发动机制造课的中井慎太郎曾担任“活力提升队”队员,他与同厂同部的第12发动机制造课项目组长丸山领均表示:通过该活动,深切感受到较之以往,更多的沟通与交流正在逐步建立起来。
 中井(左)与丸山
中井(左)与丸山
中井
休息日也一起活动让我真正了解同事,知晓对方至今为止都在做什么。随着邀约圈不断扩大,新员工不再孤立无援——这种归属感或许正是降低离职率的关键。
丸山项目组长
当宣布要举办活力提升队的活动后,休息时间也要进行集体训练,从前不常发生的对话,现在却时常上演。活动带来的凝聚力远超预期。
(通过活力提升队的活动)工作场景中的沟通壁垒也正在瓦解。
活力提升队的活动尚处起步阶段,离职率能否切实下降仍有待观察。但齐藤厂长已展露期待:“成效值得期待。”
视线转回生产一线,最后要介绍的是2024年启动的“共创生产线”项目。
“共创生产线”项目致力于汇聚当前的技术力,构建一条能够面向未来、让人感受到工作价值的生产线。同时也着眼于将目前分属不同厂房的铸造、加工、组装,乃至设备维护和品质管理等环节实现一体化。
当前正着力研发适应未来自动化的各种发动机制造基础技术。通过提升产线“自働化”水平,推动作业人员转向更具附加价值的工作。
这些基础技术将在量产线上持续改善后导入共创生产线。首台由此诞生的自动化设备将应用于TNGA发动机装配线。
 共创研究所负责研发用于共创生产线的设备,上图为该设施研发的工业机器人,正将名为发动机正时链条罩的发动机零部件与螺栓装配。摄像机技术的突破使全自动装配成为现实。
共创研究所负责研发用于共创生产线的设备,上图为该设施研发的工业机器人,正将名为发动机正时链条罩的发动机零部件与螺栓装配。摄像机技术的突破使全自动装配成为现实。
项目统筹负责人、上乡工厂和下山工厂发动机制造技术部项目创新室组长蒲生将也强调:所有研发必须倾听一线需求,确保成果能反哺量产线。
蒲生组长

仅靠我们技术人员思考,往往只会走向技术导向的研发。于是我们从“真正的工作意义是什么”这一问题出发,逐步厘清了我们真正想做的事。
我们与各个相关部门保持着广泛的联系,包括各车间、组装、加工、铸造、设备维护、品质管理以及供应商等。在对这些部门逐一进行访谈的过程中,我们了解了他们在什么方面能够感受到工作的价值与成就感,据此逐步筛选,并聚焦研发项目的方向。
去年是聚焦蓝图规划与痛点调研的一年,今年则正式进入如前述机器人的实证阶段。
“(共创生产线)是挑战。”他神色凝重。
2024年东京改装车展上,Morizo的宣言余音未落;5月佐藤恒治社长携手斯巴鲁、马自达召开多路径技术战略说明会,公开了突出三方各自优势的仍在研发阶段的新发动机;今年改装车展上,GR YARIS中置发动机概念车搭载的2.0升发动机亮相。
纵处电动化浪潮,丰田发动机研发从未止步。齐藤厂长深信:持续改善的基因,正是上乡工厂实现自动化、数字化与多元化的根基。
齐藤厂长

曾几何时,我们也陷入“发动机将成历史”的迷茫。
“即便转向BEV(纯电动车),新的生产线仍需资金支撑”
“必须把握当下创造效益”
“为新事业创造原始资产离不开工厂”
全员秉持这份共识,坚持推进精益改善。我认为这条路走对了。即便BEV越来越多,我们也应对得很好。
若当年选择“放弃发动机研发”“这就结束了,停止改善,不再投入资金”,便不会有今日的成果。
面向未来,“自働化”势在必行。我们既已锚定目标,那就坚定前行。
为了解决因少子化、高龄化以及制造业吸引力下降所带来的人手不足问题,我们不仅需要营造更舒适的工作环境,还必须对生产线本身进行变革。正因如此,大家也开始讨论“必须充分利用数字化转型(DX)”这样的话题。
数字技术将如何改变设备,重塑生产线?答案正渐次浮现。
齐藤厂长在入社后被分配到上乡工厂,在这里得到了锻炼实现了成长。他表示,前面介绍的这些面向发展的努力,“也是一种回馈”,并补充说:“我希望这里在10年后、15年后依然是一座有强劲盈利能力的工厂。”
末了,我们抛出最后一问:“发动机会消失吗?”
“永远不会消失。我们希望能继续制造发动机,我们将持续打造更高燃效、更契合碳中和目标的发动机。我们坚信发动机还有很多可以研发的要素。”